
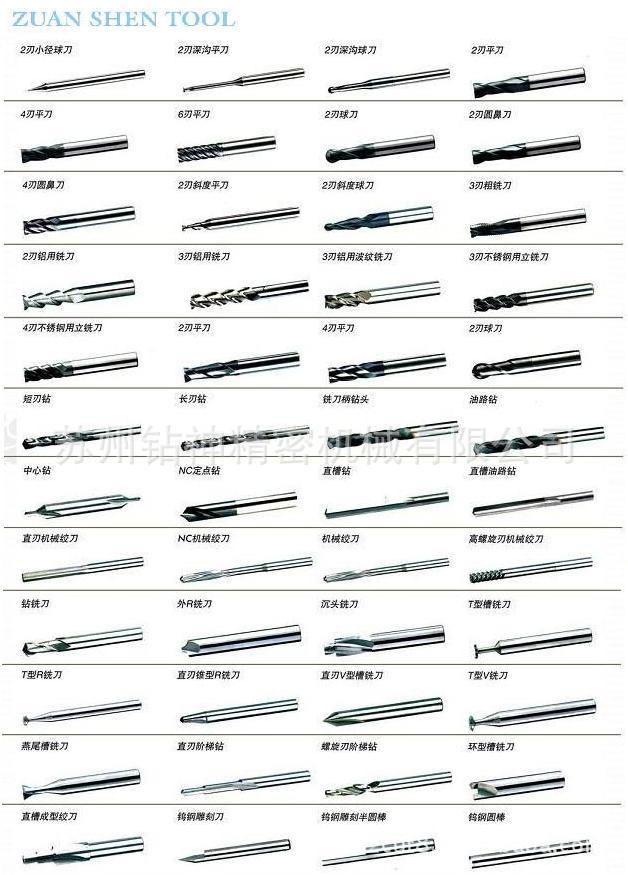
【鉆神銑刀】供應多功能6刃鋁用銑刀






一:WH鎢鋼銑刀應用常見問題解決方法
問題
原因
解決方法
銑刀斷損
進給速度太快,轉速太慢
降低進給速度,或提高加轉速
切削余量太多
減少切削量
刀具伸出太長,夾持部位太少
盡量減少伸出部分,保證夾持倍在4倍柄以上
刃口磨損嚴重
換刀重磨,或降低切削速度
夾具精度太差
更換夾具
主軸或夾具松動
調整主軸或夾具
加工面復雜,列角太多
調整切削參數,編程方式
工件固定不穩
改善工裝夾具,確保工件穩固
排屑不良,沾屑嚴重
重選刀具型號,改變冷卻方式
刀刃容易崩裂
進給速度太快,刃口太鋒利或刀尖角太尖
降低進給速度用金鋼銼倒角,使刃口杶化
夾頭精度太差或安裝不良
更換夾頭,或清理夾頭人的碎屑
夾具剛性太差,把握力不夠
降低切削參數
工件形狀復雜,死角太多
改低切削參數及編程方式
工件安裝不穩固
改善工裝夾具,確保工件穩固
切削方向不正確
一般采用順銑方式切削
材料中有雜質
注意材料及切削速度
刀刃容易磨損
回轉速度太快或進給速度太慢
降低回轉數或提高進給速度
主軸或夾具精度不高
調整主軸精度或更換夾具
排屑不佳,刀刃粘屑
選擇正確的刀具型號,改善排屑方式
工件材料不明,刀具型號選擇不正確
確定材質近目錄選擇相應型號刀具
切削液選擇不正確
選擇正確的切削液
切削方向不正確
選擇順銑方式
表面光潔度不佳
進給速度太快或轉速太慢
降低進給速度或提高轉速
刀具磨損嚴重
更換刀具
刀具研磨后精度不高
精加工推薦使用新刀具
切削屑堆積太多
清除切削屑,改變冷卻方式
切削液選擇不正確
選擇正確的切削液
刀具振動大
選擇高剛性,精度高,把握力強的夾具,盡量減少刀具伸出長度
二.如何提高刀具的使用壽命
1、刀具的幾個切削參數中,切削線速度的高低,對刀具的使用壽命影響(切削線速度對應的參數是轉速)。所以,降低轉速能程度提高刀具的使用壽命;
2、刀具的切削深度和進給速度對使用壽命的影響程度分別為次之和再次之。
也就是說,增加刀具壽命的真諦是:在盡量低的轉速情況下,采用盡量高的切削深度和進給速度(以刀具能承受的限度和工件表面粗糙度達到要求以及其他因素的要求為準),從而使這三個值的乘積化。
3、切削方式(順銑和逆銑),順銑時的切削振動小于逆銑的切削振動。順銑時的刀具切入厚度從減小到零,刀具切入工件后不會出現因切不下切屑而造成的彈刀現象,工藝系統的剛性好,切削振動小;逆銑時,刀具的切入厚度從零增加到,刀具切入初期因切削厚度薄將在工件表面劃擦一段路徑,此時刃口如果遇到材料中的硬質點或殘留在工件表面的切屑顆粒,都將引起刀具的彈刀或顫振,因此逆銑的切削振動大;
但是無數人的經驗已經告訴我們:刀具的成本在整個機械加工的成本中只占到不超過10%,很多機械加工廠的刀具成本甚至不超過2%。
降低刀具的成本,對于整個機械加工的整體成本降低的作用是微乎其微的。但是刀具卻是除了機床以外,影響加工效率的因素。好的刀具,配合適當的加工參數,能提高整個機械加工的效率,從而提高單位時間內機械加工的產出值。在成本增幅不大的前提下,提高單位時間的生產效率,是機械加工節約成本的不二法則。
建議機械加工工程師,把更多的精力放在如何提高機械加工的效率上,而不是如何提高刀具的使用壽命上。
-
 價格面議上海市 上海市
價格面議上海市 上海市 -
價格面議廣東省 東莞市
-
價格面議浙江省 杭州市
-
價格面議廣東省 深圳市
-
價格面議廣東省 深圳市
-
¥3500/套重慶市 市轄區
-
價格面議廣東省 廣州市
-
價格面議安徽省 合肥市
-
價格面議北京市 北京市
-
價格面議遼寧省 丹東市